略论薄壁零件数控车工加工工艺
作者: 杜金欣
摘 要:在现当代社会中,薄壁零件在我国社会经济市场中占据着一个重要地位,究其原因,主要是因为它与其他类型的零件相比,具有低成本、轻质量、高密实度等优点,所以它成为了我国各行各业中迫切需求的一种工业产品。可尽管如此,薄壁零件自身特有的低强度等特点,也使其在实际生产的过程当中,出现了各种各样的变形以及质量等问题。因此,在这种情况下,我们唯有通过对薄壁零件数控车工加工工艺进行不断的分析,并采取可行性较高的措施,对该工艺进行合理的改进并完善,才能够降低其生产中变形及质量等问题出现的概率,进一步提高薄壁零件生产的效率。本文将针对薄壁零件数控加工工艺,对其进行较为深入的剖析。
关键词:加工工艺; 变形问题; 薄壁零件; 强度; 数控车工
中图分类号:TG659 文献标识码:A 文章编号:1006-3315(2015)05-130-002
一、简析薄壁零件数控车工加工工艺的特征
一般来说,我们使用到的薄壁零件,都是由两个部分组合而成的,其中一个部分是腹板,另一个部分则是侧壁,虽然薄壁零件在我国各个领域当中都有着较为广泛的应用,但是由于其具有比较低的刚性以及强度,所以在对其进行加工之时,也是具备较高的困难度的。另外,从工艺特征的角度去进行剖析,可把薄壁零件数控车工加工工艺的特征归纳成为下述四点:
1.薄壁零件的规格不一(即:外廓尺寸远远大于其自身的结构横截面),造成加工时刚性降低,引发切削震动,从而让零件的生产质量不能够达到生产要求及标准。
2.薄壁零件在我国航空事业中的应用是最为普遍的,但因其对零件的使用要求非常高,比如必须要具备较高的耐腐蚀性、轻度与耐高温性,因此在加工材料的选择上,应当以密度较小、具有耐腐蚀性、价格低廉以及容易成型的铝合金为主。
3.薄壁零件的尺寸比较大,且其结构也较为复杂,在加工时极易引发变形问题,所以“变形矫正”在加工工艺中已然变成了重中之重。
4.加工时,除了有较高的“协调精度”之外,还应当具有较为严密的“尺寸精度”。
二、某一薄壁零件加工案例分析
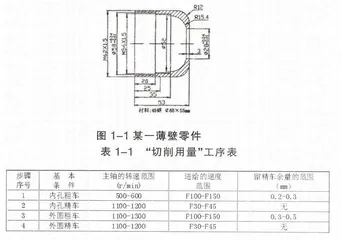
为了更为直观的体现出薄壁零件数控加工工艺的过程及其效果,我们选取了如图1-1的某种类型的薄壁零件,对其数控加工工艺加以详细的说明。
图1-1某一薄壁零件
该零件的原材料主要是45度钢,且依照图中所示的要求来看,我们能够知道,该零件是具备一定的加工困难度的,其主要体现在两个方面,即:1)大多数螺纹的厚度均仅有2毫米,生产批量过多,即使可以选用“撑内控装夹法”开展车削作业,可由于该零件的车削受力点与夹紧力作用点,这两点之间的间隔相距甚远,再加上其不具备较高的刚性,所以在加工中,极易出现晃动现象。因此,在这种情况下就需要对定位问题作出全面的考虑了;2)该零件具备较高的精度,适宜选择“G76和G92合成法”,也就是“粗/细加工合成法”,对其进行两种层次上的加工,该加工法除了能够提高零件的精度之外,还能够降低薄壁变形问题出现的概率。
(一)加工步骤方面的分析
1.装夹毛坯的长度为30毫米,加工初始点为平端面,结束点为满足企业的加工要求。
2.借助型号为“26号”的钻头,同时辅以型号为“38号”的钻头,对中心孔进行合理的钻取,使其能够满足加工的深度要求。
3.采取“G73封闭法”,“斜进式”进刀实现粗加工效果;再以“循环式”进刀实现精细加工的效果。
4.利用“内螺纹车刀”,加工零件中的内螺纹,当达到复合尺寸要求之时,加工完毕。
5.借助夹具,实现装夹效果,同时让平端面的长度能够维持在50毫米至55毫米的范围之内。
6.确定各项参数,即:“R12”车外圆弧;“61.85”外螺纹地径;“62”外圆柱。
7.开展螺纹切削作业,选取“G76和G92合成法”,对零件进行粗/精细加工。
(二)“切削用量”方面的分析
当我们在对“切削用量”进行选择之时,需严格依照四个步骤去进行,详见表1-1。
表1-1 “切削用量”工序表
从上表中,我们可以看出:步骤序号2与4,它们是没有设置“留精车余量”的,且从步骤序号2来看,将进给速度的范围严格控制在F30-F45中,能够在最大限度之内降低零件表面的粗糙程度;而在步骤序号4中,虽然其设定的进给速度以及主轴的转速范围均和步骤序号2是相同的,但是它的作用却是用来达到“一次性走刀加工”目的的,以进一步提高零件加工的质量与精确度,由此加工出来的薄壁零件能够更加符合企业的生产以及消费者的使用要求。
三、结束语
综上所述,本文通过对某一薄壁零件数控加工工艺的详细剖析,深度了解到加工工艺的步骤及其“切削用量”的选择要求,并通过合理设置进给的速度与主轴的转速范围,达到提高“切削用量”选择的准确性与有效性,从而有效改善了该薄壁零件数控加工工艺中常见的质量问题、变形问题以及精度偏低问题,并为我国各大薄壁零件生产企业后期的生产工作提供了主要依据。
参考文献:
[1]周敏,魏加争.一种薄壁零件数控车工加工工艺[J]科技创新导报,2011,(12):37-37
[2]谭彬彬.薄壁零件数控车工加工工艺[J]科技创新与应用,2014,(14):100-100
[3]张仲华.某薄壁零件数控车工加工工艺研究[J]科技致富向导,2014,(6):229-229
[4]巫怀标.论述薄壁零件的数控车削加工工艺[J]新教育时代电子杂志(教师版),2014,(34):144,234