三维激光扫描技术在炼化企业数字化工厂中的应用
作者: 吴向阳 王燕燕 杨红
摘要:三维激光扫描技术凭借其扫描速度快、非接触、高效率和高精度等优势,在数字化工厂三维建模中展现出巨大潜力。与传统基于3ds MAX、CAD、BIM等软件的建模方式相比,三维激光扫描技术在数据采集、三维建模、数据维护等方面投入的人力物力更少,效率更高、现场还原度更高。文章以三维激光扫描技术在某炼化企业的应用为例,总结出应用三维激光扫描技术在炼化企业数字化工厂三维建模的方法、流程以及遵循的原则。
关键词:三维激光扫描技术;数字化工厂;炼化企业;三维建模
中图分类号:TP311 文献标识码:A
文章编号:1009-3044(2025)08-0101-04
开放科学(资源服务) 标识码(OSID)
0 引言
随着经济社会发展,国内炼化企业的规模越来越大,以某炼化仪一体化企业为例,该企业拥有各类生产及辅助装置60余套,这些装置分布在不足8平方千米的区域内。区域内地上地下分布着大量装置、建构筑物、桥架、罐区、工艺与原料管线、各类上下水线、电缆等,其中仅地下管线长度就从几千米到上百千米不等,总体呈现地面设备错综复杂,地下管线纵横交错的特点,使得企业在生产运营、安全环保、设备管理等方面面临很大压力[1]。
随着工业化和数字化的发展,国内各炼化企业建立了大量信息管理系统用于企业的日常管理,如MES、DCS、ERP、HSE等,这些系统极大地提高了炼化企业业务运行和管理效率,然而在跨系统协同、数据一致性、信息可视化以及资产管理方面仍面临挑战。因此需要一个平台,利用虚拟现实技术对企业各类资产的真实现状进行三维呈现,通过将企业现有各类系统进行集成,为企业的规划设计、生产运行、设备管理、安全环保等各项业务的高效运行提供技术支撑。
数字化工厂技术正是这样一种平台,它应用了三维建模技术、仿真技术、虚拟现实技术、软件的重组与集成等技术并与现实工厂运转模式结合,构建数字虚拟工厂,具有直观、准确、集成、协调等特点[2],为炼化企业的生产运营管理提供了新的方式,系统通过三维模型对现场各类实物的真实呈现,实现了生产、设备、安全环保等信息与实物的关联、集成和显示,较大程度减轻了技术管理人员的工作,提高了企业管理效率[2-3]。
其中,三维建模技术作为数字化工厂技术的关键技术之一,是数字化工厂技术的基础。三维模型质量的好坏直接反映了虚拟工厂与物理工厂的一致程度,直接决定了应急响应方案的可靠性和培训的真实性,以及管理业务的直观性、准确性、智能性和协同性[4]。本文将从数字化工厂三维建模技术、三维激光扫描技术以及三维激光扫描技术在炼化企业三维建模中的应用等3个方面进行介绍。
1 数字化工厂三维建模技术
1.1 三维建模方法简介
三维建模通俗来说就是利用虚拟三维空间信息技术建设三维模型空间[5]。数字化工厂三维建模方法主要有以下几种。
第一种方法是通过3ds MAX、CAD、BIM等建模软件对厂区现场实物进行三维建模,其工作内容包括收集实物现场实景的图像资料(如照片、视频等) 来获取实物内外部结构特征,再经软件建模、纹理贴图、模型优化等步骤,制作各类实物的三维模型[6]。第二种方法是工程级建模,即把工程设计阶段随设计图纸一起建立三维P&ID模型,通过接口或者转换工具直接导入数字化工厂平台的建模方法[7]。第三种方法是借助三维激光扫描技术获取点云数据进行实体三维重建[5]。
1.2 三种建模方法的适用场景和分析
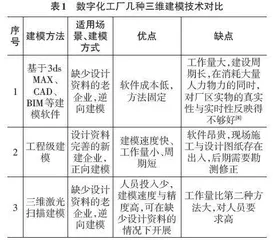
数字化工厂的三维建模一般分为正向建模和逆向建模两种方式。对于已运行多年的炼化企业,由于年代久远,存在设计时数字化程度不高、图纸缺失等问题,难以进行正向建模,一般采取逆向建模的方式,即第一种或者第三种方法。新建的炼化企业一般采用正向建模,即将工程设计中建立的三维模型进行格式转换应满足数字化工厂建设需要。三种建模方法的适用场景、建模方式和优缺点如表1所示。
2 三维激光扫描技术概述
2.1 技术原理
三维激光扫描技术又被称为实景复制法[9]。它突破了传统的单点测量方法,实现了测量数据由点到三维的重大转变。通过对不同站点的高速激光扫描,可以大范围快速获取测量目标完整、全面的三维空间信息[9-13]。
一套完整的三维激光扫描系统通常由三维激光扫描仪、扫描仪旋转平台、软件平台、电源及其他设备构成。市场上三维扫描仪主要有两种类型:脉冲式和相位式。前者扫描时激光器发出单点激光并记录回波信号,通过记录激光的飞行时间来计算激光器与目标之间的距离。后者发射出一束不间断的整数波长的激光,通过计算从目标返回的激光波的相位差,来计算激光器至目标的距离[14]。
当扫描系统对目标进行扫描时,扫描仪(如图2) 分别在水平、垂直两个方向上有分散的部件用来测量目标的特定部分。调制的激光光束由系统的A处发射遇到高速旋转的光学棱镜D时,在棱镜表面发生反射并以特定角ξ(B) 发射到目标表面后,扫描仪会瞬间接收反射回的激光信号。当扫描仪完成一个ξ—剖面测量后,其上部的C会绕着垂直方向以较小角度进行旋转并开始下一个剖面测量的初始化。经过重复ξ—剖面扫描测量后连接多个剖面获得一个扫描块。通常,要获得某目标完整的表面信息需要多次扫描作业[15]。要实现目标不同位置的若干扫描块的高精度合并,则要求不同扫描块在交接处有共同的部分[16]。
扫描过程中,每个扫描站点都会获取大量点云数据,其中点云中每个点在扫描坐标系中以极坐标的形式来描述其位置信息。扫描前需要布置控制点,一般用全站仪或者GPS进行控制点定位并获取其大地坐标信息,这样可以把获取的极坐标下的点云数据转换成大地坐标[16]。
2.2 特点
三维激光扫描技术的出现减少了外业人员的劳动强度,缩小了野外作业的工作周期,明显提高自动化程度,具有扫描速度快、非接触性、高效率、高精度、主动性工作、数字化自动化等特点[14]。
1) 扫描速度快。
三维激光扫描仪扫描速度通常可达到百万点每秒,能够短时间内获取目标的三维信息。可以快速获取大规模炼化装置的三维数据,缩短建模周期。
2) 非接触性。
三维扫描仪发射的激光束在测量目标时自动反射,可以安全地对高温、高压、易燃易爆等危险区域进行扫描,保障作业人员安全。
3) 高效率。
相比传统建模方法存在的人力物力成本高、建模效率低等问题,三维激光扫描技术自动化程度高,可以减少外业工作量,提高建模效率。
4) 高精度。
三维激光扫描能够以高精度的方式获取目标表面特征,可以获取毫米级的点云数据,满足炼化企业对模型精度的要求。
5) 主动性工作。
三维激光扫描仪可以自动发射测量信号,并且不受光照条件限制,可以全天候作业,提高作业效率。
6) 数字化自动化。
系统扫描获取的数据具有全数字特征,便于自动化显示与输出,可以直接用于数字化建模,方便数据的管理和应用。
3 三维激光扫描技术在炼化企业三维建模中的应用流程
应用三维激光扫描技术进行炼化企业的三维数据获取,主要涉及三维激光扫描、点云处理及三维建模等3个方面内容。
3.1 三维激光扫描
1) 扫描作业流程。
利用三维扫描技术对炼化企业的装置、设备、管廊等实体目标进行扫描,其工作内容包括站点布设,标靶布设,扫描整体控制等。通过现场作业和总结经验,我们总结出了在炼化企业开展三维激光扫描作业的一般技术流程,如图3。
2) 站点布设原则。
开展扫描作业前要对工作区域进行现场勘察,对扫描目标、范围、路线和站点布设进行规划。勘察过程中重点收集扫描目标的位置、大小、形态和属性等信息,作业人员对上述信息进行综合分析研判,确定扫描站点布设的位置和数量。
当扫描目标较大时,一般采用分区设置多个测站的方式开展作业,然后对扫描目标进行两侧或对建模应对的点云进行拼接。为保证拼接的准确和效率,应使相邻站扫描目标之间具有一定的重叠度。通过实验验证发现,当目标物体形状较为复杂时,重叠度保证在10%以上[17]。多测站三维激光扫描数据获取如图4。
3) 标靶布设原则。
标靶在扫描作业中起的主要作用是作为点云拼接中的连接点和坐标转换中的控制点[18]。
点云拼接时受扫描仪扫描角度、测站位置等因素的影响。如果直接基于相邻站共同特征点进行拼接,拼接精度一般在10 mm左右,这样的精度会直接影响物体的量测和建模的可靠性。为解决拼接精度问题,利用扫描仪可识别的标靶作为相邻点云的公用控制点。标靶布置要在水平和垂直两个方向均衡,站与站之间一般用4个标靶,这样可将拼接精度提高到5 mm以内,好的拼接精度可以达到1~2 mm。
4) 扫描整体控制。
测距为中远距离的三维激光扫描仪,测量精度一般在5 mm左右。当对炼化装置等大场景开展扫描作业时,经常会由于误差的累积,使精度达不到要求。因此,在扫描目标是较大场景如工厂或者大型钢结构,且需要高精度时,如果要提高三维激光扫描的整体精度,常常需要联合常规测量手段,如使用全站仪/GPS控制整体精度[19]。
3.2 点云数据处理
三维激光扫描作业获取扫描对象的点云数据后,需要对点云数据进行拼接处理,经过处理的点云数据再导入建模软件中进行三维建模。点云数据处理流程如图5。
1) 数据预处理。
受物体表面粗糙程度、环境遮挡以及仪器误差等影响,点云数据有大量多余信息,在对点云进行拼接前,要对点云数据进行数据预处理。预处理包括去噪、滤波、降采样等。经过预处理可以有效去除数据中离群点,减少点云数据量,降低计算复杂度。
2) 数据配准。
对大型复杂测量场景或者目标的扫描是以分区设置多个测站的方式完成的。每一站扫描完成后获得的点云都是独立坐标系下的点云,测站作为该独立坐标系的坐标原点。为了方便所有测站的点云数据进行拼接建模,需要将所有测站点云数据进行数据配准,使之在相同的坐标系下。因此在扫描作业要以全站仪导线的形式进行控制测量,通过精确测量标靶中心位置的坐标,利用建模软件将标靶的坐标信息导入工作空间中,再进行点云数据的坐标配准,从而完成各测站的坐标系的统一[13]。
3) 数据融合。
完成配准后的点云数据,有时存在部分点飘逸的现象,会对后续工作带来不便。解决此类现象首先要对存在飘逸现象的点云数据进行分割和筛选,其次识别和判定重叠区域,通过软件对重叠区域和完整点云进行融合。对于非重叠区域,则通过聚类进行分割,筛选出所需数据,最后完成融合[4]。
4) 数据检查。
数据检查主要是对点云数据的完整性和质量进行检查,确保经上述步骤处理后的数据不存在明显空洞、错层,以及其他影响三维建模的因素。
3.3 三维建模
以管廊扫描数据三维建模为例,简要介绍一下点云数据三维建模流程。点云数据三维建模包括导入数据、创建目标模型、参数建模、模型导出等。
1) 导入数据。导入数据前要建立存储数据库,将扫描数据按照测站号进行导入,最后打开模型空间进入模型空间视图界面,对点云数据进行浏览和查看,如图6。
2) 创建目标模型。在对目标进行建模时,可以截取部分点云,拷贝围栅到新的模型空间,方便建模。在对管线等目标建模时,使用软件中的拟合功能对不同测站的同一管线进行点云拟合自动生成管线,如图7。
3) 对于管廊基础等可以通过设置参数进行建模。对弯头等目标的建模可以通过选择两根直管后,选择管线弯头连接生成弯头,如图8。